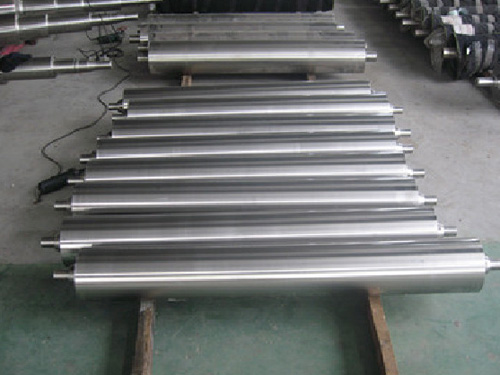
压辊辊环是属于型材轧辊辊身上轧槽之间或轧槽以外的部分。根据辊环在轧辊上所处的位置不同,可分为端辊环和中间辊环两种。
压辊辊环位于辊身两端的端辊环可防止氧化铁皮落入轴承;位于相邻两孔型之间的中间辊环则主要用来分开孔型和承受侧向压力。辊环的基本参数是辊环高度和辊环宽度。辊环高度即为轧槽 。在确定中间辊环宽度时,主要考虑辊环的强度和导卫装置安装与调整的方便。
压辊辊环强度取决于轧辊的材质和轧槽 。铸铁轧辊的开口孔型的中间辊环宽度一般等于相邻两孔型中 深的轧槽 值,对钢轧辊或辊身短的轧辊可适当减小些。在闭口孔型中,如轧辊材质为铸钢,辊环宽度可取为轧槽 的0.8~1.0倍,铸铁轧辊则取为轧槽 的1.2~1.5倍。选择辊环宽度时还要考虑侧压力的大小和辊环根部圆弧半径大小的影响。侧压力小、辊环根部圆弧半径较大时,可取较窄的辊环宽度。
拆装压辊辊环过程中的注意事项:
1、拆卸辊环时, 先将出口导卫顺轧制方向前移,防止辊环拆出被导卫挡住;
2、拆装辊帽时,注意螺栓旋向,确定好松的方向,方可松卸!
说明:螺栓旋转过紧,导致螺栓负荷过度,伤其螺栓的硬力释放点,导致螺牙不久的将来会断裂。
注:用力矩扳手拧紧不现实,螺栓要不定期的 换是 的,长期不换螺栓会劳累的。
3、将拆出的辊帽不可乱扔,要轻拿轻放,避免辊帽磕伤;
说明:辊帽与辊环接触的断面如果磕伤,会导致导致辊帽和辊环接触不严,出现进水使锥套生锈或是影响平衡所产生的轧机振动大、声音有异常;
4、正确使用卸辊工具,避免锥套和工具拉伤。
辊环拆出后,不能急于安装新辊环, 要将辊轴的锥面,800目以上的水砂纸除锈并进行清洗干净后,方可进行安装新辊;清洗时应先洗上辊后洗下辊,避免洗上辊而搞脏下辊,洗锥套和辊轴要保持手的清洁,特别在搬辊环安装时,不应戴手套操作;
辊环进行压力安装时检查有无稀油润滑供给,辊轴锥面处,是否有30℃左右的温度。使用装辊工具时 要轻拿轻放,否则导致螺牙损伤而旋不进去;在工具递给斜对面或旁边使用时,也要轻拿轻放,避免工具低压钢端面(铝处)损伤,导致与辊环端面接触不良。