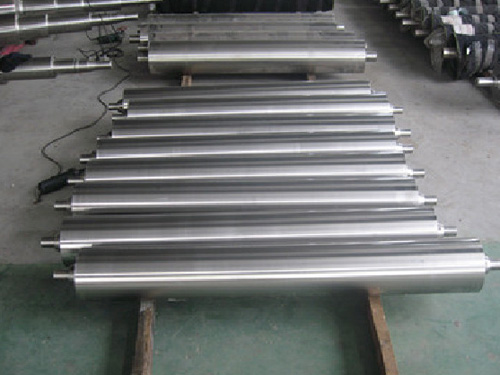
沉没辊规范设计
①直径
取决带钢厚度,带钢厚度为1~3mm时沉没辊的直径范围是Φ500~Φ800mm
②辊子工作面长度
沉没辊的辊面长度应等于退火炉的炉体内腔宽度。
③制作方法
辊筒采用离心浇注,内外面机加工,再退火内应力。
④辊筒部厚度
辊筒部分厚度为40~50mm
⑤材质
采用低碳型:C 0.08%、Cr17、Ni12、M02。
⑥辊面加工要求
·平辊无凸度;
·辊面排锌沟槽加工成双螺纹,由辊子 向两边分开;
·沟槽间距40mm,深3mm,宽3mm,沟槽的辊面拐弯处有倒角为R2mm。
·加工程序:辊面车光→车沟槽→车倒角→磨光。
在热镀锌的中,沉没辊是非常重要的,跟其他的一些部件一起形成连续的生产线,但是这些都是比较容易消耗的部件,沉没辊也是一样。现在国内一般使用的沉没辊材质都是不锈钢的,使用时间一长,就 不太,容易出现很严重的磨损,所以后来开始普遍的采用在沉没辊的表面上喷上一层涂层。这样可以在热镀锌时,让钢辊跟锌液 隔开,避免两者在直接接触的时候会发生化学反应导致沉没辊腐蚀,而避免出现这种情况就可以提高热镀锌钢材的质量,让其表面不会太粗糙。虽然说时间长了,沉没辊还是会有磨损,但是现在的沉没辊已经进步很多了,它在热镀锌中也有着非常重要的作用,可以影响到 后的镀锌效果,影响到钢材的使用期限。
锌液中含铝量0.16~0.20%,铝 易氧化,生成A12O3薄膜,锌氧化生成ZnO薄膜,此膜覆盖液态锌表面,能保护锌液不受进一步氧化,并且也能阻隔锌蒸气向锌液面外逸出。
炉鼻插入锌液中,其内腔和炉体相通,通过锌封使炉鼻内腔和炉体内腔具有良好的密封性。保护气体和精氮主要是从炉鼻区通入,通入前露点为-60~-80℃,残氧含量一般<1ppm。所以可以认为炉鼻腔内锌液面因缺氧不受氧化,则因锌液没有A12O3和ZnO膜的保护层,故使锌蒸气向外逸出的速度加快。锌蒸气顺着炉鼻通道上升进入炉腔,遇到较冷的炉壁、炉辊、特别是快装置的换热器散热片上,锌粉大部分是在这里凝聚。
带钢通过脱脂,板面仍然会粘附残余油和残余铁粉。油的浑发点仅为180—200℃,所以油进炉浑发后大部分被残余保护气体带走排出炉外。一部分残油分解,残碳小颗粒吸附在炉壁上,所以炉子的内壁上往往是锌粉小颗粒和残碳颗粒的混合物。在这些污染物聚集增多,炉体发生振动时,这些小颗粒就会落在运行的带钢表面,这些疏锌性的小颗粒污染物表面张力较大,对锌液都有的不浸润性,它占据了镀锌层的一个位置,又不能和锌液固熔,所以带钢一出锌锅,残C粒就立即和氧激烈化合冒出火星,冒一个火星就是一个露钢黑点。所以看镀锌板是否有露镀,不用拿上放大镜瞪上大眼睛看成品,你只需晚上锌锅区光线暗淡时,毫不费力的看带钢出锌液面时是否冒火星子就行了,保管冒一个火星出一个带尾巴的露钢黑点。