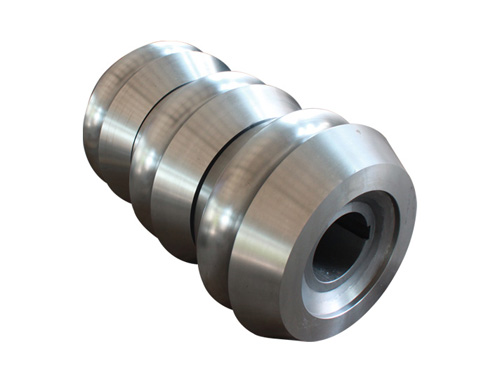
轧辊在轧钢机的工作过程中,主要承受轧制时的动静载荷,磨损和温度变化的影响。根据温度的不同变化,轧辊的使用过程中就需要特别的注意了,下面给大家具体的总结讲解:
(1)冬季轧辊上机前应进行预热,辊温:40℃;时间:20~20min。
(2)工作辊辊身冷却水应 ,喷管分布均匀,乳化液压力0.2~0.4Mpa,,辊面温度不超过60℃。
(3)轧制翘钢或刮框板后应立即停车检查辊面和上护板,如发现轧辊表面出现压痕、裂纹、掉皮及护板耳朵开裂等缺陷,应立即换辊。
(4)换辊及检修后应慢速轧制,并应减少冷却水。
(5)卡钢或跳闸时,应立即关闭冷却水,待轧件退出轧辊后,空转一段时间后,再适当给冷却水。
(6)冬季换辊后,要 行钢坯空过轧辊烫辊,然后再进行慢速轧制,使轧辊温度逐渐升高,防止热应力断辊。