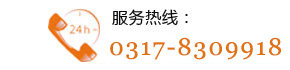
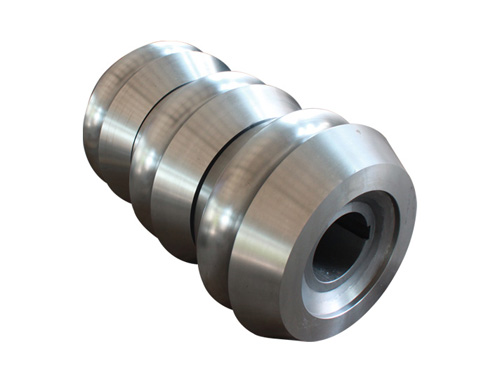
不锈钢离心铸管的主要工艺确定
不锈钢离心铸管的主要工序有钢水冶炼、离心浇铸、加工外径和内孔、车端面、润滑和热挤压成型等工艺。根据离心铸造1Cr18Ni9Ti不锈钢管的相关经验,浇铸温度、浇铸时间和浇铸模转速三个工艺参数对不锈钢管的质量影响 大。
1.1. 浇铸温度的选定
浇铸温度的选定是离心浇铸的一个关键工艺,过高的温度会使浇铸件产生双向凝固,造成冷隔现象,形成不 成形等缺陷;而过低的温度会不利于排除气体杂质等缺陷,影响生产率和产品的质量。查阅相关手册可得出不锈钢材料的熔点,如1Cr18Ni9Ti的熔点为1455℃,根据相关经验得出离心浇铸时的一般过热度为50℃ ~100℃ ,因此1Crl8Ni9Ti的浇铸温度为1500℃左右。
1.2.浇铸时间的选定
选择合适的浇注时间也对不锈钢浇铸管的质量有着很重要的影响。若浇铸时间太长,即浇注速度过慢时,容易造成浇注量不足或者冷隔现象,影响产品的质量;若浇注时间太短,会造成浇铸的金属液内气体和杂质等不易排除,同时由于速度较快,会是金属液流动动压力过大,也易产生缺砂等缺陷。
浇铸时间的公式如下:
式中:t为浇铸时间,单位为s;
A为浇铸的截面积,单位为cm2;
G为单位时间内流过浇铸截面A的重量,单位为kg;
ν为流量系数,值为0.5。
根据上述公式可得出,浇铸时间约为1min-2min。
1.3.浇铸模转速的选定
浇铸模转速的选定是离心浇注的 重要的工艺参数,若浇铸模的转速过高,在金属凝固过程中,会使浇铸机的振动变大,浇铸管就容易出现裂纹;同样若浇铸模的转速过低,使得离心力不足,也无法气体和渣浮出表面, 易形成气孔等缺陷,此时浇铸液若补缩不充分,也 易形成缩孔等缺陷。因此选择合适的浇铸模转速,对浇铸管的质量起着关键的作用。
1.不锈钢离心铸管出现横向裂纹
不锈钢管产生横向裂纹主要是因为:
①浇铸模转速过大。转速过大会使型筒内的不锈钢液在离心力作用下会通过两侧的盖孔流出,冷凝固化后不锈钢管铸件与外端盖粘连,不锈钢管铸件不能 收缩,于是产生横向裂纹。
②使用的涂料性能不好。使用不合格的涂料会高温下的不锈钢铸件表面产生粘砂现象,在冷凝和收缩时,铸件和型筒表面产生的摩擦阻力过大,从而产生横向裂纹。
解决措施:选择合适的端面密封结构,严格控制端盖的密封性能, 使铸件流过时不易出现流出或者飞皮等现象。选用性能较好的涂料, 防止铸件产生粘砂现象,减小铸件表面产生收缩阻力。
2.不锈钢离心铸管出现螺旋裂纹
不锈钢离心铸管出现螺旋裂纹主要的原因有:众所周知,1Crl8Ni9Ti等材料的不锈钢的铸造性能较差,且钢水中会出现硫、磷等少量杂质,这些杂质会和Fe0等铁化合物形成 复杂的化合物,使钢水的流动性进一步降低,使不锈钢离心铸管 易出现皱纹和夹渣等现象。
解决措施:选择合适的浇铸温度,提高浇铸速度,且型筒的预热充分且温度合适,一般会减少出现螺纹裂纹的现象。
3.不锈钢离心铸管表面出现夹渣与气孔
此现象一般会出现不锈钢管表面,而且直径越大越易产生此现象。产生的主要的原因是: 由于型筒内表面通常会采用复料,离心浇铸时使铸件外层凝固速度减慢, 在这过程中会渗入气体和杂质等,而不锈钢液和这些杂质混合后使金属熔点和粘度增大,也容易产生氧化膜,这样会使不锈钢液的重力系数减小,使不锈钢液对型筒的压力减小,导致浇铸速度减小。
解决措施: 保持浇铸的型筒内壁的的干燥,且需预热充分, 严格控制不锈钢液的熔注点, 根据经验适当增大重力系数至100左右。