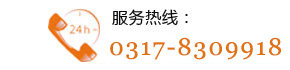
沉没辊轴套,采用司太立合金制成,、性能稳定,经过公司长期的 及技术改进,该产品在600度高温锌溶液环境下的耐蚀性能已处同行业 水平。
锌锅中三辊均为被动辊,带钢和辊子的 接触面的摩擦力是辊子转动的 动力。沉没辊在运行时受到重力W,带钢的拉力T1、T2,锌液浮力G,轴的支撑力N,以及轴套及轴瓦的磨擦阻力M的作用,只有T1—T2的拉力差和磨擦系数综合形成的动力矩大于轴套和轴瓦形成的磨擦阻力矩时,辊子才能正常运转。因此要想使沉没辊与带钢同步运转就 生办法增大动力矩,减小磨擦阻力矩。要想减小磨擦阻力矩,轴套、轴瓦的材质和设计是两大关键问题。
沉没辊轴套材质特点:
①耐蚀性好,耐摩性好的钴基合金,每公斤价格为1200元/公斤,太贵应用较少。
②耐热耐摩陶瓷轴承见图13,是全部引进产品,价格太贵,还没有在国内机组采用。
③316L,使用一个周期 换,目前多半选取此材质。
④316L喷涂CW,使用寿命增加了3-5倍,价格不高增加成本不多,可以选用。
抗磨蚀沉没辊轴套的制造方法,其特征在于,沉没辊轴套化学成分的质量分数%如下:0.15-0.28C,3.0-3.5B,2.0-2.5Cr,9.5-10.0W,2.5-3.0Mo,0.65-0.80Al,1.20-1.50Si,0.25-0.50Mn,0.04-0.08Y,0.06-0.10Ti,0.06-0.10Nb,0.03-0.06Ca,0.05-0.08Mg,0.08-0.12K,S<0.04,P<0.05,余量为Fe;制备方法采用电炉熔炼,具体包括以下步骤:
①将普通废钢、低碳铬铁、增碳剂、钨铁、钼铁混合加热熔化,钢水熔清后加入硅铁和锰铁,继续升温至1590~1610℃,加入铝脱氧和合金化,而后依次加入硼铁、铌铁、钛铁和硅钙合金,炉前调整成分合格后将温度升至1620~1650℃时出炉;
②步骤①的钢水出炉浇入钢包的过程中,当钢水出钢达到40-60%时,再将包覆严实的钇基重稀土镁硅铁合金和包覆严实的含钾物质随流扔入钢包;
③采用离心铸造方法或消失模铸造方法将步骤②钢水进行沉没辊轴套浇注,其中当采用离心铸造方法浇注沉没辊轴套时,钢水浇注温度为1440-1460℃;当采用消失模铸造方法浇注沉没辊轴套时,钢水浇注温度为1470-1490℃;
④浇注0.5~2.0小时后开箱空冷沉没辊轴套,然后采用消失模铸造方法浇注的沉没辊轴套需打掉浇冒口,清理残根、飞边、毛刺,随后进行粗加工, 待精加工的沉没辊轴套;采用离心铸造方法浇注的沉没辊轴套则只需清理残根、飞边、毛刺,随后进行粗加工, 待精加工的沉没辊轴套;
⑤将待精加工的沉没辊轴套经1080-1100℃保温1-3h后,进行油冷淬火,淬火油温度控制在25-60℃,然后在550-580℃保温6-8h后炉冷至150-180℃时空冷, 后精加工, 规定尺寸和精度的成品沉没辊轴套。