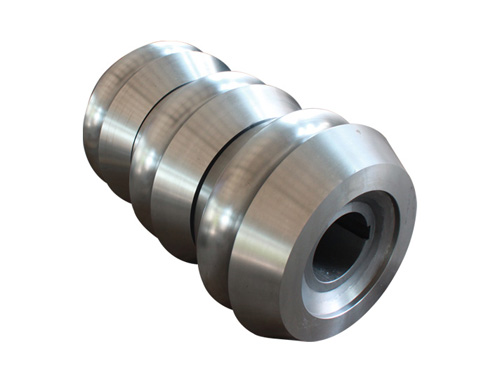
定径机是将皮尔格轧机轧制出来的钢管,由步进炉再加热后经定径轧制, 较的外形尺寸。定径辊孔型调整既可单独调整又可两辊同时调整,定径机定径辊是定径的主要工具,它是通过定径辊箱内轴承支承、转动,并定径辊在机架中的正确位置。
定径辊加工精度将直接影响定径机机架装配精度及无缝钢管质量,定径辊均采用 冷硬球墨铸铁材质,经炉前元素化验-中频电炉冶炼-离心复合浇铸-车床粗加工-热处理-数控机床精加工-检验-线切割-包装出厂等多到工序完成。全过程实行质量监控,生产的定径辊强度大、、强、使用寿命长。
定径辊在使用过程中也会经常出现裂辊、裂纹和断裂。
1、在使用过程中,经常会出现由于水量减少或缺水导辊面出现裂纹、裂缝直至开裂。这种情况下 先要注意机架水管是否堵塞,在减径机开启水源后检查各减径机架水管出水量。由于工艺原因未开启水源时,特别要注意在使用后切忌立即开启水源,应待机架冷却一段时间后再开启,以减少轧辊开裂的发生。
2、由于轧管头部经常会有镰刀和弯头存在,导致卡钢和撞辊。这种情况下容易造成定径辊局部损伤,甚至开裂。这种情况需要通过提高轧管工艺和脱管机架同心度来降低事故发生率。
3、辊身由于铸造水平缺陷引起的裂纹,需要加强对辊身硬度和加工表面的检验。辊身工作层同一层面硬度差不高于5HSD,加工前后均不允许有夹渣、气孔、沙眼等问题存在,防止粘钢、掉渣及裂辊现象的发生,同时也有利于提高轧辊利用率。
4、定径辊本身设计和加工缺陷也可能会造成辊裂等事故发生。如带有键槽的定径辊,键槽直角处改为圆弧角可减小轧辊冷热循环发生的应力,而圆弧角过大也会使槽基处应力集中造成破坏。
5、钢温过低和减径量过大是定径辊碎裂的主要原因。尤其是轧辊工作层越薄,其承载能力越弱,在遇到低钢温减径和过量减径时,辊身受到的径向冲击和挤压力要增加不少,超过辊身承载临界值后,必然会发生碎辊和裂辊现象。
轧辊的损坏由多种因素相互影响和相互作用引起,其损坏形式也多样。但只要了解轧辊损坏原因,针对具体的轧机系统、损坏形式采取相应措施,轧辊失效可以 控制,可以 大限度降低辊耗,从而提高轧辊的使用寿命,提高轧管生产效率。